Установка компактной барабанной сушилки для древесной стружки: полный регламент монтажа и оптимизация пространства цеха
15 02,2026
Учебное руководство
Материал подробно описывает полный цикл установки компактной роторной (барабанной) сушилки для древесной стружки, разработанной Zhengzhou Tuoyu Electromechanical Equipment Co., Ltd., с акцентом на эффективное использование ограниченной площади цеха. Рассматриваются ключевые габаритные параметры оборудования, требования к фундаменту и коммуникациям, поэтапная последовательность монтажа и пусконаладки, а также практические схемы компоновки линии для экономии места и повышения производительности. Дополнительно приводится разбор реального кейса, типовые ошибки при установке и блок FAQ, что делает руководство применимым для руководителей производства и технических специалистов. Для предприятий, планирующих модернизацию с минимальными строительными работами и удобным обслуживанием, данная инструкция помогает снизить риски монтажа и заранее подобрать оптимальную конфигурацию — при необходимости рекомендуется обратиться к специалистам Tuoyu для подбора решения под размеры вашего цеха.

Компактная барабанная сушилка для древесной щепы: монтаж «под ключ» без потери полезной площади
Для цехов с ограниченным метражом монтаж сушильного комплекса часто становится задачей не инженерной, а «пространственной»: нужно разместить барабан, подачу, топочный блок, циклон/фильтрацию и трассы обслуживания так, чтобы проходы не исчезли, а доступ к узлам остался безопасным. Ниже приведён практичный, пошаговый регламент установки компактной роторной (вращающейся) барабанной сушилки для древесной щепы разработки Zhengzhou Tuoyu Electromechanical Equipment Co., Ltd. — с требованиями к фундаменту, типовыми габаритами, схемой стыковки коммуникаций и приёмкой.
1) Базовые параметры: что важно знать до завоза оборудования
«Компактность» в промышленных сушилках — это не только длина барабана. Для плотной планировки критичны: высота узлов, радиусы обслуживания, зоны теплового экранирования и траектории транспортёров. Для ориентирования в цехе ниже приведены типовые параметры компактных линий сушки щепы (значения справочные; под проект уточняются по производительности и влажности сырья).
| Узел/параметр |
Рекомендуемый диапазон |
Зачем нужно при компоновке |
| Диаметр барабана |
1,2–2,2 м |
Влияет на высоту опор, обслуживание венца и доступ к люкам |
| Длина барабана |
8–14 м |
Определяет «след» линии и место под вход/выход материала |
| Производительность |
1–5 т/ч (по сырью) |
Задает размеры теплогенератора, циклонов и мощность вентиляторов |
| Снижение влажности |
с 45–55% до 10–15% |
Определяет расход тепла и требования к газоочистке |
| Электропитание линии |
30–90 кВт |
Влияет на трассы кабелей и шкаф управления (место, вентиляция) |
| Минимальные проходы обслуживания |
0,9–1,2 м |
Безопасный доступ к роликам, редуктору, люкам, датчикам |
В цехах с «узким горлышком» по ширине часто выигрывает компоновка, где барабан разворачивают вдоль стены, а газоочистку (циклон/рукавный фильтр) поднимают на опоры, оставляя снизу транспортные коридоры.
2) Подготовка основания и закладных: экономия места начинается с фундамента
Ошибка, которая «съедает» квадратные метры чаще всего, — это фундамент без привязки к проходам и обслуживанию. Для компактной установки целесообразно заранее закрепить на плане три зоны: зона горячих поверхностей, зона доступа и зона транспорта сырья/готового продукта.
Требования к основанию (практический минимум)
- Бетон: класс прочности не ниже B25, толщина плиты обычно 200–300 мм (для тяжёлых узлов — локальные утолщения).
- Плоскостность: перепад по опорным площадкам в пределах 2–3 мм на 2 м — это уменьшает перекосы роликов и износ венца.
- Закладные/анкера: заранее по шаблону производителя, с запасом регулировки (овальные отверстия/шайбы).
- Теплоизоляция: под топочный/теплогенераторный блок — негорючая подложка, экраны, выдержка расстояний до стен.
- Дренаж и пыль: продуманные каналы/лотки и точки подключения аспирации — снижает «грязные зоны» и облегчает уборку.
Инженерный ориентир по срокам: на стандартную подготовку основания и закладных для компактной линии обычно уходит 7–14 дней (включая набор прочности бетона и разметку), что заметно сокращает простой цеха при грамотном параллельном планировании.
3) Пошаговый монтаж барабанной сушилки: от рамы до холодного прогона
- Входной контроль и раскладка на площадке. Проверяют комплектацию, маркировку секций, состояние венца/роликов, наличие термодатчиков, ЗИП. Секции раскладывают так, чтобы кран/погрузчик не делал «лишних ходов» — это экономит время и снижает риск повреждений.
- Установка опор и выверка по уровню. Опорные стойки/рамы выставляют по оси линии. Корректная геометрия на этом шаге — ключ к минимальному износу: перекосы превращаются в постоянную вибрацию и дополнительные метры «зоны обслуживания».
- Монтаж барабана, роликов и привода. Сборка секций (если модульная), затем монтаж венца, редуктора, двигателя, защитных кожухов. Типовая скорость вращения барабана для щепы — порядка 3–8 об/мин; точное значение задаётся технологией.
- Стыковка подачи и выгрузки. На этом этапе важно «поймать» высоты: слишком высокий конвейер забирает воздух и пространство, слишком низкий — усложняет доступ и повышает риск просыпей. Часто оптимален ленточный/скребковый транспортёр с закрытым кожухом.
- Подключение теплогенератора и газоходов. Уделяют внимание компенсаторам теплового расширения, ревизионным люкам и теплоизоляции. Для компактных цехов газоходы рационально вести «верхом» на кронштейнах, освобождая пол.
- Монтаж газоочистки и вентилятора. Циклон(ы) и/или рукавный фильтр ставят так, чтобы обеспечивать прямой доступ к выгрузке пыли и обслуживанию рукавов. Практичный приём — вынести сервисную сторону к проходу, а «глухую» — к стене.
- Электрика и автоматика. Шкаф управления размещают в зоне без перегрева и запыления, обычно не ближе 2–3 м к горячим узлам. Обязательно: аварийные кнопки, блокировки кожухов, контроль температуры/разрежения.
- Холодная обкатка. Прогон без материала: проверяют биение, шум, нагрев подшипников, работу заслонок и стабильность тяги. Ток двигателя сравнивают с паспортным; отклонения часто указывают на перекос или неправильную натяжку.
- Горячий запуск и технологическая настройка. Вводят сырьё малыми порциями, подбирают температуру и расход воздуха под целевую влажность. В промышленной практике для щепы часто держат выход продукта в районе 10–15% влажности, чтобы материал стабильно шёл в грануляцию/брикетирование или складирование.

4) Оптимизация планировки в ограниченном цехе: 6 приёмов, которые дают «плюс метры»
Даже при одинаковых габаритах оборудования разные схемы расстановки дают разную реальную полезную площадь. Ниже — приёмы, которые чаще всего работают на производстве и не требуют «магии», только дисциплины в проектировании.
1) «Линия вдоль стены» + сервисный коридор
Барабан и газоходы размещают максимально параллельно стене, оставляя один полноценный коридор обслуживания (0,9–1,2 м). Это проще, чем пытаться «обойти» оборудование со всех сторон.
2) Вертикализация газоочистки
Циклон/фильтр на металлоконструкции освобождает площадь пола под транспортёры и проходы. Дополнительно сокращается длина пылевых трасс, что снижает потери давления.
3) Общая ось подачи и выгрузки
Когда сырьё входит с одной стороны, а готовый продукт выходит «в том же коридоре», меньше пересечений транспорта и меньше «мертвых зон» возле поворотов конвейеров.
4) Доступ к узлам — сверху/сбоку, а не «вокруг»
Люки ревизии, точки смазки и датчики лучше вывести на одну сторону (в сторону прохода). Это уменьшает необходимость оставлять свободные зоны по периметру.
5) Тепло и безопасность как часть компоновки
Топочный блок ставят ближе к наружной стене/вытяжке и проектируют защитные экраны. Это снижает перегрев зоны оператора и упрощает выполнение требований по пожарной безопасности.
6) Модульность трасс
Кабель-каналы, гибкие вставки и фланцевые соединения на ревизионных участках сокращают время обслуживания. На практике это уменьшает простои и «неофициально» расширяет производственное окно.
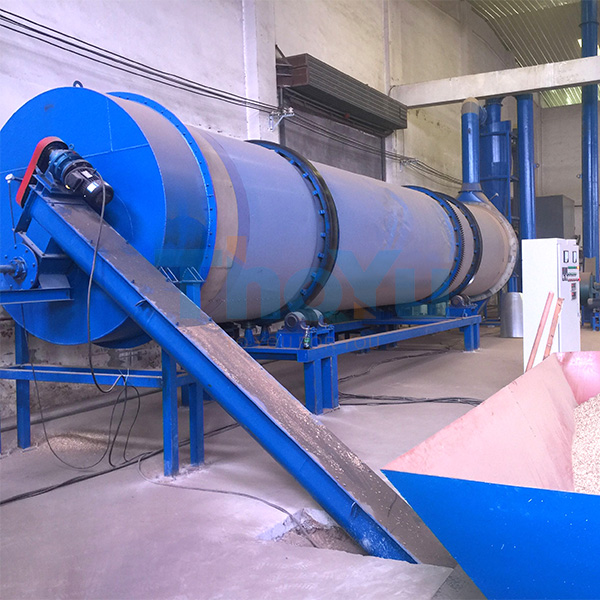
5) Кейс-компоновка: как «вписать» сушилку в ограниченную площадь без потери логистики
Типичная ситуация: цех около 18 × 9 м с одной воротной группой, сырьё подаётся погрузчиком, а готовая щепа должна уходить в бункер перед гранулятором. При классической расстановке «по центру» остаются узкие проходы, а обслуживать привод и ролики приходится «с двух сторон», что быстро превращается в хаос.
Решение, которое обычно работает
- Барабан ставят вдоль длинной стены; обслуживаемую сторону — к центральному проходу.
- Газоочистку поднимают на опоры у торца, а выгрузку пыли организуют в контейнер/биг-бэг в «тихой зоне».
- Газоходы и часть кабельных трасс ведут сверху, освобождая пол под транспорт и уборку.
- Шкаф управления выносят из зоны нагрева, добавляют визуальную индикацию температуры/тяги у оператора.
В такой компоновке удаётся сохранить стабильный проход порядка 1,0–1,2 м и уменьшить «лишние» пересечения транспортных маршрутов. На реальных объектах это часто даёт более предсказуемую эксплуатацию: меньше просыпей, проще регламент, быстрее доступ к обслуживанию.
6) Частые ошибки монтажа (и как их избежать)
- Нет запаса под ревизию. Если люк или редуктор упирается в стену — обслуживание станет «разборкой цеха». Решение: заранее отметить зоны открытия люков и выкатки узлов.
- Перекос опор. Даже небольшой перекос даёт неравномерный контакт роликов и быстрый износ. Решение: выверка по оси + контроль нагрева подшипников при холодной обкатке.
- Слишком длинные/ломаные газоходы. Растёт сопротивление, вентилятор работает тяжелее, падает стабильность сушки. Решение: прямые участки, минимизация поворотов, корректные диаметры.
- Неучтённая пыль. Пыль — это и потери продукта, и риски. Решение: герметизация стыков, аспирация точек пересыпа, регулярная уборка.
- Автоматика «для галочки». Без контроля тяги и температуры сложно держать качество. Решение: настроенные датчики, логика аварийных остановов, понятные уставки.
7) FAQ для инженера и руководителя производства
Сколько места реально нужно вокруг барабанной сушилки для щепы?
На практике стремятся обеспечить один полноценный сервисный коридор 0,9–1,2 м по обслуживаемой стороне и локальные зоны доступа у привода, люков и выгрузки. Для компактных проектов лучше планировать обслуживание «с одной стороны», чем оставлять узкие проходы со всех сторон.
Какие параметры важнее всего для стабильной влажности на выходе?
Обычно решают три вещи: равномерная подача (без «залпов»), стабильная тяга вентилятора и корректная температура теплоносителя. При сырье 45–55% целевое окно 10–15% достигается быстрее, если автоматикой контролируются температура и разрежение, а точки подсоса воздуха устранены.
Можно ли разместить газоочистку «над транспортёром», чтобы освободить пол?
Да, это один из самых эффективных способов экономии площади. Важно предусмотреть металлоконструкции, виброразвязку, безопасный доступ к обслуживанию (лестница/площадка) и удобную выгрузку пыли в герметичную тару.
Как понять, что монтаж сделан правильно ещё до запуска с сырьём?
«Холодный прогон» должен проходить без выраженной вибрации, с нормальным током двигателя и без перегрева подшипников. Плюс — герметичность стыков и отсутствие подсоса воздуха в критических местах (их видно по нестабильной тяге и «гулянию» температуры).
Нужна компактная сушилка, которая «впишется» в ваш цех?
Получите рекомендацию по компоновке, перечень фундаментных требований и типовую схему подключения под ваши размеры помещения, влажность щепы и целевую производительность.
Запросить проектирование и подбор: компактная барабанная сушилка для древесной щепы
Обычно первичная компоновка и список данных для уточнения готовятся в течение 24–48 часов после получения параметров сырья и плана цеха.
























