




الخطوة 1: تحديد المحاور وخط المنتصف
يبدأ الفريق بتحديد خط المنتصف للمجفف على الأرضية ومواقع الحوامل. الدقة هنا تختصر لاحقًا مشاكل الانحراف والاحتكاك. يُفضّل توثيق القياسات (طول/عرض/قطر/زوايا) في نموذج تسليم داخلي للموقع.

عند التخطيط لتركيب مجفف رقائق الخشب الدوّار (Rotary Drum Dryer) داخل ورشة ذات مساحة محدودة، فإن أي خطأ بسيط في القياسات أو اتجاهات التغذية والعادم قد يرفع كلفة التنفيذ ويُربك مسار الإنتاج لاحقًا. يقدّم هذا الدليل — من منظور تطبيقي — تسلسلًا واضحًا لعملية تركيب المجفف الأسطواني المدمج الذي طوّرته شركة Zhengzhou Tuoyu Electromechanical Equipment، مع تركيز خاص على تخطيط المساحة، ومتطلبات الأساسات، ونقاط الفحص، والأخطاء الشائعة التي تتكرر في مواقع العملاء.
في مشاريع التجفيف الصناعية، أكثر ما يضيّع الوقت ليس التركيب نفسه، بل “إعادة التموضع” بسبب نقص بيانات الموقع. لذلك يُنصح بتنفيذ مسح مبدئي خلال 2–4 ساعات يتضمن:
تختلف الأبعاد حسب الطاقة الإنتاجية والرطوبة الابتدائية والوقود، لكن في المشاريع المتوسطة الخاصة برقائق الخشب يُستخدم كثيرًا مجفف أسطواني مدمج ضمن نطاق أبعاد تقريبي:
| البند | قيمة مرجعية شائعة (للوحدة المدمجة) | ملاحظة تخطيطية |
|---|---|---|
| طول الأسطوانة | 6–10 م | يضاف 1.5–2 م لمساحة الصيانة عند كل طرف |
| قطر الأسطوانة | 1.2–2.2 م | كل زيادة بالقطر تؤثر على الارتفاع ومسار العادم |
| عرض منطقة التركيب | 3.5–5.5 م | يشمل ممر خدمة 0.8–1.2 م على الأقل |
| متطلبات الارتفاع الصافي | 4.2–6.0 م | يتأثر بزاوية الميل وموقع السيكلون/الفلتر |
| ممرات التشغيل الآمنة | ≥ 0.9 م | لتسهيل التفتيش وتبديل رولمان البلي |
في الورش الضيقة، “توفير 30–50 سم” قرب نقاط الصيانة لا يُعد توفيرًا؛ بل قد يتحول إلى ساعات توقف شهرية. الأفضل تحديد حزام خدمة حول نقاط: المحرك/علبة التروس، حلقات الدعم، نقطة دخول المادة، ومخرج الغبار.
المساحة الطولية المطلوبة ≈ طول الأسطوانة + (1.5 إلى 2 م) عند جهة التغذية + (1.5 إلى 2 م) عند جهة التفريغ + مسافة ربط مرشح الغبار (0.8 إلى 1.2 م).
المساحة العرضية المطلوبة ≈ عرض الأسطوانة/الحوامل + ممر خدمة (0.9 إلى 1.2 م) + مساحة كابلات/صمامات (0.3 إلى 0.6 م).
الأساس الجيد لا يعني خرسانة “أكثر”، بل يعني استواء + مقاومة اهتزاز + نقاط تثبيت دقيقة. في كثير من خطوط رقائق الخشب، تُعتمد القيم المرجعية التالية (قابلة للتعديل وفق وزن الوحدة وحالة الأرضية):
في المواقع ذات الأرضيات القديمة، يُنصح باختبار قدرة التحمل. كقاعدة عملية في مصانع الخشب: إذا كانت الأرضية تُظهر تشققات شعرية متكررة أو هبوطًا قرب مسارات الرافعات، فالتدعيم الجزئي قبل التركيب يقلل مخاطر إعادة الصب لاحقًا.

يبدأ الفريق بتحديد خط المنتصف للمجفف على الأرضية ومواقع الحوامل. الدقة هنا تختصر لاحقًا مشاكل الانحراف والاحتكاك. يُفضّل توثيق القياسات (طول/عرض/قطر/زوايا) في نموذج تسليم داخلي للموقع.
يتم تثبيت الحوامل أولًا ثم محاذاتها. في المساحات الضيقة، يفضّل أن تُترك مساحة كافية لوصول أدوات القياس إلى جانبي الحلقة. بعد التثبيت الأولي، يُجرى شدّ مرحلي للمسامير مع فحص الاستواء أكثر من مرة، بدل الشد الكامل مرة واحدة.
تُثبت الأسطوانة على الحوامل ثم تُضبط زاوية الميل وفق تصميم الشركة المصنّعة. في مجففات رقائق الخشب، زاوية 2–5 درجات شائعة لضمان انتقال المادة بسلاسة دون تكتّل. أي انحراف بسيط قد يسبب تآكلًا غير متناظر ويزيد استهلاك الطاقة.
توصيل مجرى الهواء الساخن والعادم يُنفّذ مع مراعاة أن أقل عدد من الأكواع يقلل فقد الضغط. كمرجع تشغيلي، تُستهدف سرعة هواء في الدكت الرئيسي عادة ضمن 12–18 م/ث لتقليل الترسيب. كما أن وضع السيكلون/فلتر الأكياس قرب جدار الورشة غالبًا يوفّر مساحة ويُسهّل خدمة الفلاتر.
تُركب قادوس التغذية/اللولب أو السير بحيث يكون خط التغذية مستقيمًا قدر الإمكان لتقليل الانسداد. يوصى بتركيب نقاط قياس بسيطة ولكن مفيدة: درجة حرارة دخول/خروج، وفرق الضغط عبر وحدة فصل الغبار، وتيار المحرك كمؤشر على الحمل.
تشغيل بدون تحميل لمدة 60–90 دقيقة للتحقق من الاهتزازات ودرجة حرارة الرولمان. بعد ذلك تشغيل حراري تدريجي ورفع الحمل على مراحل. في خطوط رقائق الخشب، يتم غالبًا استهداف خفض الرطوبة مثلًا من 45–55% إلى 10–15% حسب متطلبات الكبس/التغليف أو الوقود الحيوي.
الهدف في الورش الصغيرة ليس “تكديس المعدات”، بل إبقاء مسار المادة واضحًا مع الوصول السريع لنقاط الخدمة. من التطبيقات الناجحة في مصانع الخشب:
غالبًا نعم، بشرط توفر طول خط مناسب وممر خدمة واضح، وإمكانية إخراج العادم وتركيب فصل الغبار. التخطيط المسبق للمسارات (تغذية/تفريغ/عادم) هو العامل الحاسم أكثر من “المساحة الإجمالية”.
لو كانت الأساسات جاهزة والكهرباء متوفرة، فإن التركيب الميكانيكي والتوصيلات قد يستغرق 5–10 أيام، ثم تشغيل تجريبي 1–3 أيام للوصول إلى استقرار في الرطوبة النهائية والحمل.
عادةً عبر ثلاثة محاور: تقليل تسريب الهواء في الدكتات والوصلات، ضبط معدل التغذية لتفادي “التجفيف الزائد”، وتحسين فصل الغبار لتقليل انسداد المجرى. في خطوط مُحسّنة، يمكن خفض استهلاك الوقود بنسبة 8–15% مقارنة بخطوط غير مضبوطة.
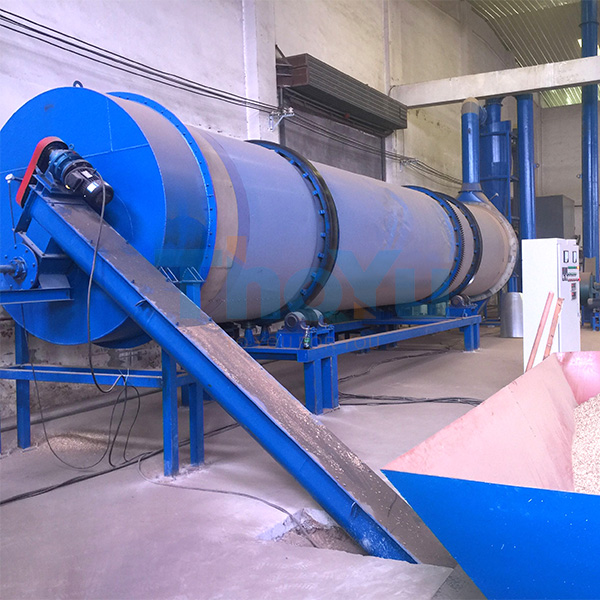
في ورشة إنتاج ألواح خشبية بمساحة تشغيل تقارب 18 م × 7 م، تم اعتماد مجفف أسطواني مدمج بطول أسطوانة يقارب 8 م مع وضع وحدة فصل الغبار بمحاذاة الجدار وتمرير الدكتات علويًا. النتيجة التشغيلية المعتادة كانت:
للحصول على اقتراح تخطيط عملي (Layout) وقائمة متطلبات تأسيس دقيقة وفق أبعاد ورشتك ومعدل الرطوبة المستهدف، يمكن التواصل مباشرة مع فريق الهندسة. مشاركة طول/عرض/ارتفاع الورشة وصور موقع التركيب تساعد على تقديم توصية أسرع وأكثر دقة.
اطلب مخطط تركيب مجفف رقائق الخشب الأسطواني المدمج لورشتك الآن


















